Wybrane zgodnie z wymaganiami Rube OD (średnica zewnętrzna) i CLR (promień linii środkowej).
Wykonane z hartowanej stali, ze stałą szczęką zaciskową przyspawaną lub wkręconą w matrycę do gięcia, aby uzyskać najlepsze możliwe przejście pomiędzy promieniem a częścią prostą. Matryca do gięcia powinna dobrze pasować do obrobionego rejestru na głowicy gnącej i musi być zawsze bezpiecznie zamocowana.
2. Die clamp
Wybrane zgodnie z rurką i dopasowując się do zgięcia.
Wykonane z hartowanej stali. Zalecana długość mocowania: trzykrotna średnica rury. W przypadku krótszych długości mocowania rowek może być żłobkowany, aby uzyskać lepszy chwyt. W innych przypadkach rowek można frezować w celu uzyskania konfiguracji zgięcia. Matryca zaciskowa powinna mieć możliwość regulacji ustawienia w pionie i kontaktu równoległego na całej długości.
3. Die na ciśnienie
Wybrane zgodnie z rurką i dopasowuj CLR (promień linii środkowej) zgięcia.
Długość wykonana ze stali hartowanej matrycy ciśnieniowej jest i jest określana na podstawie promienia zgięcia, stopnia zgięcia i średnicy zewnętrznej rury. Wzór: zakładając, że wymagane są pełne zagięcia o 180 stopni: CLR x 3,14 ÷ 180 x 195 + 3 x średnica zewnętrzna rury Przykład: rura OD 1' x 4' CLR 4' x 3,14 = 12,56' ÷ 180 x 195 = 13,60' + 3' = 16,60' Matryca powinna mieć możliwość regulacji w celu wyrównania w pionie.
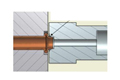
4. Mandrel
Wybrany według rurki, grubość rurki, kąt zginania i promień zginania. Zalecane są dla małych promieni i cieńszej grubości ściany.
Wykonane z hartowanej stali lub brązu Ampco. Podczas ustawiania trzpieni kulowych ważne jest, aby podczas zginania przedni koniec trzpienia znajdował się na linii środkowej. Kulki powinny znajdować się z przodu tego punktu. WAŻNE: Ustawianie trzpienia należy przeprowadzać przy trzpieniu całkowicie do przodu, a nie wsuniętym.
5. Die WIPER
Wybrany zgodnie z Rube OD, promień zginania do użycia z trzpień kulowych. Zalecane do małych promieni i cieńszej grubości ściany.
Wykonane z hartowanej stali lub brązu Ampco. Celem matrycy wycierającej jest zapobieganie tworzeniu się zmarszczek po wewnętrznej stronie zagięcia w punkcie stycznym.
6. Kollet
Wybrane zgodnie z rurką OD. COLLET używany tylko na komputerze CNC.
Oznaczanie na rurce środkowej A) Sprawdź wyrównanie matrycy ciśnieniowej i zacisku B) Sprawdź wymiar rurki w stosunku do zestawu narzędzi c) Sprawdź, czy wszystkie narzędzia są wolne od brudu i skali - jeśli nie czyszczą wszystkie narzędzia d) Sprawdź, czy rurka jest czysta i wolna od oleju i smaru i smaru
Garb na końcu zakrętu a) trzpień zaawansowany zbyt daleko do przodu - reset do stycznej b) Sprawdź swobodny ruch na ciśnieniu
Głębokie zadrapania w obszarze zgięcia/wycieraczki a) Zwiększ rake lub ulgę matrycy wycieraczki B) Sprawdź krawędź matrycy wycieraczki pod kątem wżerów lub wyników - jeśli obecne rekuduj lub wymień c) Sprawdź, czy matryca wycieracza nie jest sucha, w razie potrzeby nasmaruj, w razie potrzeby smaruj
Znaki narzędzi na rurce w obszarze zacisku A) Sprawdź wyrównanie zacisku B) Sprawdź ciśnienie zacisku na rurce C) Sprawdź, czy zacisk jest czysty i wolny od oleju i smaru
Zmarszczenie w obszarze zakrętu a) Sprawdź warunek matrycy wycieraczki - jeśli zużyta rekul lub zastąpienie b) Zmniejszenie prawicy na wycierace C) Zastosuj wycieraczkę bliżej punktu stycznego i sprawdź, czy położenie jest prawidłowe i że wycieraczka jest prawidłowo zabezpieczona
Pęknięcie rurki w zginaniu a) Sprawdź, czy wydłużenie materiału jest odpowiednie do zginania B) Zacisk i ciśnienie Ustawienia matrycy C) Położenie trzpienia d) Sprawdź, czy matryca ciśnienia porusza się swobodnie
Rurka zawaliwa się z marszczeniem lub bez niego przez pełne zgięcie a) Sprawdź, czy poślizg zacisku b) Sprawdź, czy istnieje wystarczająca ilość ciśnienia, podnoszenie c) sprawdź pozycję trzpienia
Zmarszczki na zakręcie ze wszystkimi narzędziami we właściwej pozycji
a) Sprawdź wielkość trzpienia i dopasowanie b) zwiększ siłę matrycy
Nadmierna sprężyna a) Sprawdź, czy matryca ciśnienia nie powstrzymuje rurki z powrotem podczas zginania b) Sprawdź wytrzymałość plastyczną rurki i program programowy, aby zrekompensować
WhatsApp
Skanować, aby skontaktować się z nami
SLS Machinery CO., LTD Specjalizowane w produkcji opłacalnych maszyn do przetwarzania rur.
 Polski
Polski